La preparación del esténcil es un área en que hay que poner mucho énfasis ya que la calidad de la impresión va a ser muy bien determinada por la calidad del esténcil.
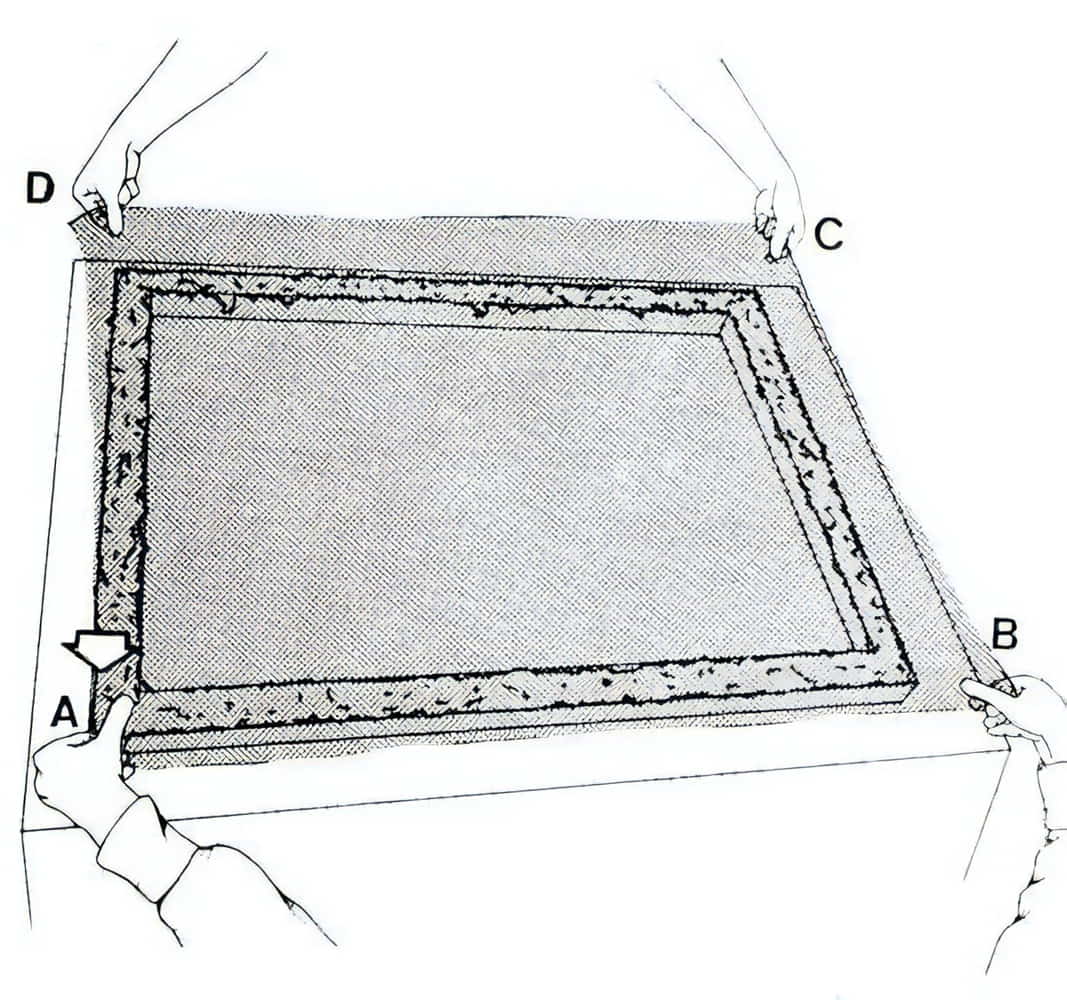
Tense su seda a una tensión específica (es mas aconsejable utilizar marcos retensables). Para simplificar, es preferible trabajar con rangos de tensión para cada una de las sedas y mantenerse dentro de esas tensiones
Las tensiones aquí recomendadas están basadas en sedas con diámetros de hilos "S" o "T" y no sedas de alta tensión o de hilos especiales súper finos. Escriba con una marcador la tensión de la seda en la parte baja del marco y seguidamente dibuje una raya para separar ese número de las siguientes tensiones cuando retense.
a) seda hasta 110 (43cm) …………….50 Newtons o mas
b) seda 110(43cm) –158(62cm)……….45-50 Newtons
c) seda 175(69cm) –230(90cm)……….35-40 Newtons
d) seda por encima de 230(90cm)……..23-25 Newtons

Es importante que documente el número de veces que una seda ha sido re-tensionada y esta es una forma simple de hacerlo. Esta información debe de ser utilizada cuando se esté seleccionando los marcos para cada trabajo ya que es importante utilizar sedas que han sido re-tensionadas la misma cantidad de veces para minimizar la pérdida de los registros durante el estampado.
Moje la seda.
La mayor recomendación para una fábrica es que tenga dos bateas, una para desengrasar y lavar luego del revelado y otra para recuperar la seda. De este modo evitará problemas de contaminación que pudieran surgir al salpicar químicos de recuperación en una seda que acabamos de revelar o que estamos desengrasando. Si solo hubiese una batea lo más recomendable es separarla en dos, dejando el área de recuperación hacia donde sale el desagüe, así los químicos de recuperar la emulsión salen de la batea sin pasar por el área donde se lavan los marcos.